Franz Hofstetter – Königskettenschmiede – München
Text, Bild und Redaktion: Brigitte G. Hölscher
.

| Kunsthandwerkliche Herstellung von Silberhutnadeln | |
|
Franz Hofstetter – Königskettenschmiede – München Text, Bild und Redaktion: Brigitte G. Hölscher |
|
|
|
.
| Einfacher wird die
Angelegenheit, wenn bereits ein plastisches Motiv im 1:1
Größenverhältnis beim Veranstalter existiert, welches nach einem Abguss
in die Hutnadel integriert werden kann. Dies kann beispielsweise ein
historisches Vereinsabzeichen sein, eine reliefartige Abbildung einer
Vereinsmedaille oder man nimmt ein gängiges Motiv, wie beispielsweise die
bekannte „Schützenliesl“ oder einen „Sebastian“. Auch in der
Schmuckschatulle findet man gelegentlich geeignete Motive.
Denn dann spart sich der auftraggebende Veranstalter die höheren Kosten für die Gravierarbeiten, die von einem weiteren (externen) Dienstleister – dem Graveur – hinzu gekauft werden müssen. Bei einer Auflage von 30 Hutnadeln beispielsweise, erhöht sich der Preis pro Nadel um 5 Euro, wenn das extern gravierte Spezialmotiv 150 Euro kostet. Also sind solche Aspekte bei der Kalkulation ebenfalls zu berücksichtigen. |
|
| . |
 |
Auch ein zu voluminöses Motiv (beispielsweise eine vorhandene dreidimensionale Figur in Form eines Hirsches), welches sich der Auftraggeber wünscht, ist oftmals so nicht umsetzbar. Denn einerseits kann es Probleme bei der Herstellung (gleichmäßiges Ausspritzen der Kautschukform mit Wachs) geben und andererseits würde durch solch ein „dickes“ Motiv sehr viel gegossenes Silber benötigen. Dies kann den Preis enorm in die Höhe treiben! Deswegen ist es sinnvoll, wenn der Auftraggeber zuvor seine Ideen und Wünsche genau mit dem Kunsthandwerker abstimmt, um später nicht überrascht zu sein, welche Kosten oder auch Lieferzeiten bei Sonderausführungen entstehen können. |
.
|
|
1.2 Entwurf als Handzeichnung bzw. Computergrafik |
| Wenn der Kunde drei
unterschiedliche Motive als Entwurf wünscht, so benötigt man für einen
„machbaren“ Entwurf auch leicht mal eine Stunde, um diesen fachgerecht
und professionell aufzuzeichnen. Für den ausführenden Kunsthandwerker
sollte das gewählte Motiv in der Größe 1:1 vorliegen, auch wenn der
Entwurf nur auf dem Papier oder als Computergrafik existiert.
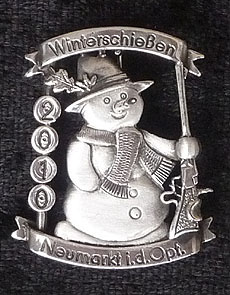
Für unser Beispiel zum Werdegang einer silbernen Hutnadel haben wir das Motiv vom „Neumarkter Winterschießen 2010“ gewählt. Dieses Motiv lag bereits als Computergrafik vor, bzw. wurde direkt am Computer gestaltet. Dies hat den Vorteil, dass man das Motiv stufenlos skalieren kann und sich somit eine genaue Vorstellung der späteren Hutnadelgröße machen kann. Allerdings dauert die Erstellung eines solchen konstruierten Entwurfs auf dem Computer auch gleich mal 3-5 Stunden. Dann kann's ja jetzt losgehen! |
|
|
|
.
.
|
|
2.2 Herstellen der Beschriftungsbänder |
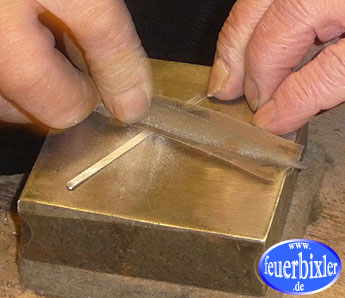
| Die jeweils bei den
Hutnadeln vorhandenen Beschriftungsbänder mit dem Namen, Ort und Anlass
oder auch des Datums des Schießens werden aus Silberdraht
hergestellt.
Ist kein Silberdraht mit dem passenden Durchmesser vorhanden, muss aus einem dickeren Draht ein dünnerer gezogen werden. Dazu wird der dickere Draht in der benötigten Länge abgesägt und immer wieder durch ein Locheisen mit dem passenden Größenloch gezogen. Dies bedarf einigen Kraftaufwandes. . |
|
|
| Anschließend wird der
Silberdraht mehrfach durch eine elektrisch betriebene Walze geschoben, bis
er flach ist und die richtige Dicke und Breite erreicht hat.
Hierbei muss immer wieder gemessen werden, ob die gewünschten Maße bei Dicke und Breite erreicht sind. Dies wird mit einem speziellen „Zehntelmaß“ gemessen.
|
|
| Die flachen Silberbänder werden anschließend mit dem Hammer in der Breite und Dicke vorsichtig gerade geklopft, damit sie plan aufliegen. |
 |
 |
| Die geklopften Silberbänder werden dann mit Schmirgelpapier und Schmirgelwolle bearbeitet, damit alles glatt und eben ist. |
 |
 |
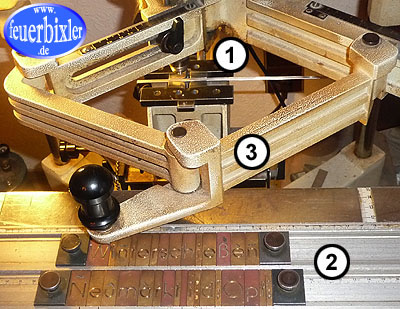
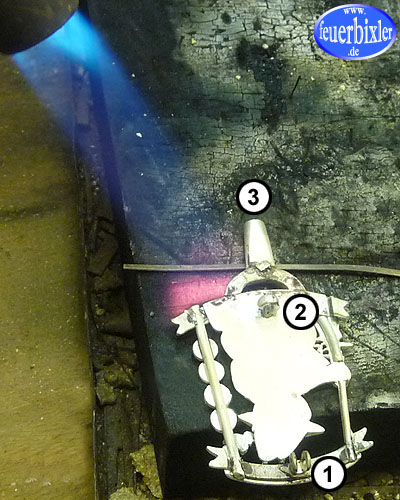
| Die vorbereiteten
Silberbänder können nun gefräst werden.
Das Silberband wird passgenau in die Klemmbacken (1) eingespannt. Die gewünschten Buchstaben werden aus dem Sortierkasten in die Halteschienen (2) eingeschoben. Im Storchenschnabel-Prinzip können mit dem Arm (3) nun die gesetzten Buchstaben mit dem Fräskopf auf das Silberband übertragen werden. Hierbei ist viel Mess- und Justierarbeit notwendig, um die Graviermaschine dahingehend exakt einzustellen, um die Buchstaben in der gewünschten Größe in das Silberband zu fräsen. |
|
| Die Tiefe der gefrästen Buchstaben muss mehrmals überprüft werden, damit später im Silberguss die Worte gut sichtbar sind. Zur besseren Kontrolle können die Buchstaben während und nach dem Fräsen mit einem schwarzen Wachsstift ausgelegt werden, um die Passgenauigkeit, Tiefe und Größe zu beurteilen. |
 |
 |
| Die gravierten Silberbänder
können nun passend gebogen werden.
Dazu ist viel Fingerspitzengefühl im Umgang mit dem Material notwendig, um den genauen Biegungsgrad laut Vorlage passend zu runden.
|
Ist die Biegung passend, wird das gravierte Wort in benötigter Länge abgesägt. |
| Die Enden des
Silberbandes werden nun in diesem Fall nach hinten gebogen, da zum Schluss
noch „Fahnenwipfel“ angesetzt werden.
|
|
| So ist aus dem Silberdraht nach einigen Stunden Arbeit ein mit Buchstaben gefrästes und gebogenes Schriftband entstanden. |
| Zwei kleine
Silberbandteile (rechts und links) pro Schriftband (oben und unten) werden
gebogen und vorbereitet, um diese mit Flussmittel sowie Silberlot mittels eines Gasbrenners unter die Enden des
Schriftbandes zu löten.
|
|
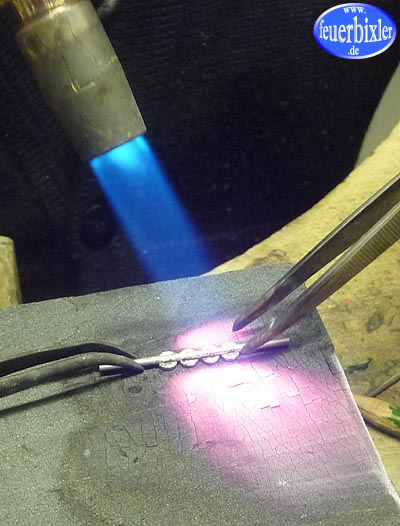
| Gelötet wird stets auf
einer speziellen Holzkohle oder auf einem Schamottstein, jeweils mit
feuerfester Unterlage.
Zum Schluss werden die beiden kleinen angelöteten Silberbandzipfel noch perfekt gebogen und mittig spitz eingesägt, damit sie aussehen, als ob sie flattern. Nun sind die ersten beiden Einzelteile der Hutnadel angefertigt.
Dieser Arbeitsschritt hat 4 Stunden gedauert. |
|
|
|
.
|
|
2.3 Gestaltung der Zielscheiben mit Jahreszahlen |
| Auf der linken Seite der
Hutnadel soll eine Stange mit vier Zielscheiben untereinander stehen, auf
der die Jahreszahl 2010 eingraviert ist.
Dazu werden zuerst mit einem Anreißzirkel die Scheiben auf einem kleinen Stück Silberblech markiert. Nicht nur die äußeren Umrisse der Scheiben, sondern auch die inneren Kreise werden hier gleich mit eingeritzt. Es wird exakt von der Entwurfszeichnung Maß genommen, damit alle vier Scheiben und Kreise auch identisch sind.
|
|
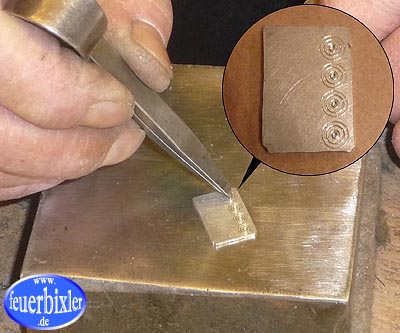
| Das Silberblechstück wird
in die Klemmbacken der Graviermaschine eingespannt.
Auf der Graviermaschine werden die vier Ziffern 2-0-1-0 untereinander exakt mittig in die „Scheiben“ gefräst.
|
Auch hier wurden die gefrästen Ziffern mit einem schwarzen Wachsstift ausgelegt, um die Tiefe der Gravur im Material besser beurteilen zu können. Es muss darauf geachtet werden, dass die gefrästen Ziffern mit den geritzten Kreisen harmonieren und die Kreise nicht zu sehr hervortreten. Zudem kann das Werkstück später nicht überschliffen werden, da sonst die geritzten Kreise zu schwach werden würden.
|
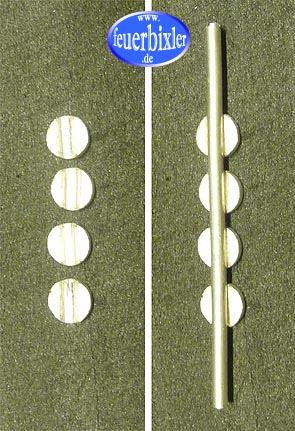
| Nach der Gravur werden
die Scheiben vorsichtig kreisrund ausgesägt. Die Scheiben bleiben der
besseren Verarbeitung wegen „am Stück“ und werden erst später
separiert.
|
|
| Mit einem Fräser werden
die noch zusammenhängenden Scheiben rückseitig gerillt. Anschließend
werden die Scheiben separiert ausgesägt.
|
In die Nut wird dann die Stange eingelötet, an der später die Scheiben hängen. Die Scheiben müssen auf's Zehntel genau im Abstand voneinander entfernt angelötet werden, da jede Ungenauigkeit sonst später das optische Empfinden beim Betrachten der Hutnadel stört. |

Nach dem Anlöten werden die Scheiben noch überprüft und bei Bedarf die Rundungen mit einer feinen Feile nachgearbeitet. Nun ist ein weiteres Einzelteil der Hutnadel angefertigt.
Dieser Arbeitsschritt hat 3 Stunden gedauert. |
|
.
|
|
2.4 Die Form des Feuerstutzens |
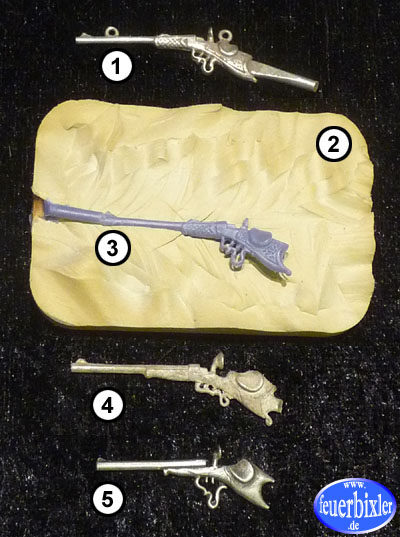
| Für diese Hutnadel
braucht der benötigte Feuerstutzen nicht neu modelliert werden, er liegt
bereits von früheren Stücken vor.
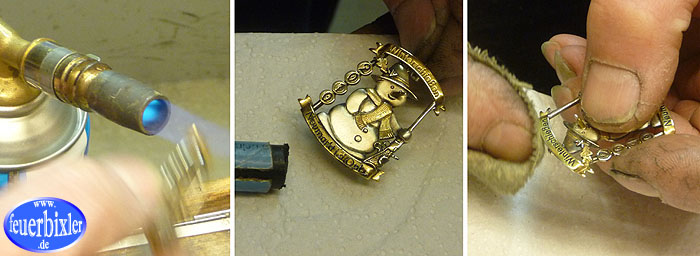
Der Feuerstutzen wurde bereits zu einem früheren Zeitpunkt aus Silberdraht geschaffen und hier wird exemplarisch dargestellt, wie dieser hergestellt wird. Vom Feuerstutzen-Handmodell mit Anguss rechts (1) wird eine Kautschukform (2) hergestellt. Die Kautschukform wird mit Wachs ausgespritzt, dadurch erhält man einen Wachsrohling (3). Hier ist (da es ein anderes Modell ist) der Anguss links zu sehen. Aus dem Wachsrohling (3) wird in der Gießerei der Silberrohling (4) hergestellt. Durch Nachbearbeitung und Polieren erhält er das Aussehen (5), wie er später (gekürzt) in der Hutnadel verbaut wird. Hierbei handelt es sich nicht um jeweils das identische Modell, die Abbildungen sind lediglich exemplarisch. |
|
| Übrigens: Wenn es sich bei der Bestellung um eine Hutnadel handelt, an der frei schwingend in den kleinen Ringen – wie bei Position (1) – der Feuerstutzen unten dran hängt, so ist dies ein aufwändiger Arbeitsschritt. Denn jeder Feuerstutzen muss einzeln gegossen, nachbearbeitet und oxydiert werden. Anschließend müssen die korrespondierenden Ringe an der silbernen Hutnadel jeweils aufgesägt und aufgebogen werden, dann wird der Stutzen eingehängt und die aufgesägten Ringe wieder verschlossen. |
|
|
.
|
|
2.5 Die Fertigung des Korpus |
| Für diese Hutnadel muss der
Korpus separat recht aufwändig gefertigt werden.
Dazu wird der gezeichnete Entwurf in der Größe 1:1 auf Papier benötigt. Dieser wird „grob“ ausgeschnitten und auf ein 2,5mm Silberblech aufgeklebt.
Mit einer Metallbogensäge wird die Kontur des
Schneemanns exakt ausgesägt. Hierbei werden ggf. die Teile der
Entwurfszeichnung auch abgesägt, die später als separate Teile
hinzugebaut werden, beispielsweise der Feuerstutzen oder auch das
Eichenlaub am Hut. |
|

Die Kanten und scharfen Grate werden anschließend mit Schmirgelpapier und einer Feile versäubert.
|
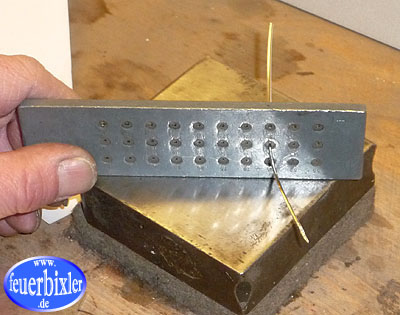
Mit einer Reißnadel werden die
innenliegenden Figurkonturen „punktweise“ auf die Silberplatte
übertragen, damit diese später maßgetreu reliefartig heraus
gearbeitet werden können, wenn die aufgeklebte Zeichnung wieder entfernt
wurde. Die angezeichneten Punkte werden ebenfalls mit einer Reißnadel
nachgezogen. |
| Nun kann mit dem
reliefartigen Herausarbeiten der Figur begonnen werden. Dazu werden eine
größere Auswahl an Feilen in allen Formen und auch elektrisch betriebene
Fräser verwendet.
|
Hier dienen auch die zuvor eingestochenen Pünktchen auf der Figur zur Orientierung, welche Flächen des Korpus in welcher Art bearbeitet werden müssen. |
| Exaktes Arbeiten und ein
gutes Auge für die Komposition der Figur sind unbedingt notwendig sowie
auch räumliches Denken.
|
Nach einiger Zeit sind die Konturen in ein Relief umgearbeitet worden und das Prinzipielle der Figur bereits grob geschaffen. |
| Da die vordere Hutkrempe
höher aus dem Relief der Figur herausragt, muss diese zusätzlich
aufgelötet werden.
Dazu wird ein Stückchen vom dünnen Silberdraht abgezwickt und dieses in Form der Hutkrempe passend halbrund gebogen.
Durch die Hitze verändert sich Farbe und Struktur der Oberfläche des Silberwerkstücks. Um dies wieder zu vereinheitlichen, muss das Werkstück nach einem solchen Bearbeitungsschritt für einige Minuten in angewärmte Beize gelegt werden. Die Beize besteht aus einer Mischung aus Wasser und Schwefelsäure im exakten Mischungsverhältnis von 10:1 Teilen. |
Mit Silberlot und dem Gasbrenner wird der unten leicht angefeilte Silberdraht passend auf die vorgesehene Stelle als Hutkrempe aufgelötet. Dabei wird das gesamte Werkstück glühend heiß.
Wenn das Werkstück aus der Beize heraus genommen wird, ist es „schneeweiß“ und hat wieder eine einheitliche Oberflächenstruktur (sogenanntes „Weißsuden“). Es muss anschließend vor der Weiterbearbeitung unter fließendem Wasser abgespült werden. Wenn öfters am Werkstück gelötet wird, muss man die Sudschicht immer mit einer sehr feinen Messingbürste entfernen. |

Die aufgelötete Hutkrempe ist nun fest mit dem Korpus verankert und wird anschließend rechts und links abfallend verfeilt.
|
Der zusätzliche Arbeitsschritt mit der Beize muss übrigens mehrere Male während des gesamten Bearbeitungsvorgangs am Werkstück ausgeführt werden, nämlich jedes Mal, wenn das Werkstück mit dem Gasbrenner heiß gemacht wurde. Im Sud wird das verwendete Löt-Flussmittel entfernt.
Nun ist die Hutkrempe soweit fertig und die nächsten Einzelteile des figürlichen Korpus können in Angriff genommen werden. Die abgeschatteten dreieckigen Flächen rechts und links unter der Hutkrempe wurden noch mattiert. |
| Ein wichtiges und
aufwändiges Detail bei dieser Hutnadel ist die Nase der Figur, die eine
8,15er Patrone darstellen wird.
Dazu wird ein Stück von einem Silberdraht verwendet und vorne „geschossförmig“ zugespitzt. Die Patronenhülse muss unter Zuhilfenahme verschiedener Werkzeuge flaschenhalsförmig gestaltet werden.
Zur Illustration des filigranen Werkstücks ist dieses hier neben ein 1-Cent-Stück gestellt worden. Ziemlich klein, gell!?! |
Aus einem ganz feinen Silberdraht wird noch ein Kringel gebogen, der den Hülsenboden der „Nasen-Patrone“ darstellen soll.
|

Nach einem weiteren Bad in der Beize ist dieser Arbeitsschritt abgeschlossen. |
Wiederum mit dem Gasbrenner, Flussmittel und Silberlot wird die Patronen-Nase und der Patronenboden-Kringel in das Gesicht der Figur eingelötet. Hierbei muss darauf geachtet werden, dass die Nase so im Gesicht der Figur sitzt, dass sie aus mehreren Betrachtungswinkeln perspektivisch richtig erscheint.
|
| Für den Hut der Figur
sind ein Eichenlaubblatt und drei Eicheln vorgesehen. Die Eichenblätter
wurden zu einem früheren Zeitpunkt bereits separat gegossen.
Dieser Arbeitsschritt, den Korpus mit den Details zu erzeugen, hat 10 Stunden gedauert. |
Die winzigen Eicheln und das kleine Ästchen darunter werden aus sehr dünnem Silberdraht hergestellt. Diese filigranen Einzelteile werden erst beim Zusammenbau der gesamten Hutnadel auf den Hut der Figur aufgelötet. |
.
|
|
3 Zusammenbau der Einzelteile bis zum fertigen Modell |
|
|
.
|
|
3.2 Zusammenbauen, Löten und Schleifen |
| Für die Komposition und den
Zusammenbau wird ein Brettchen mit einer Wachsschicht benutzt, auf welches
die Einzelteile eingedrückt werden, damit sie sich nicht verschieben.
Die Einzelteile werden nochmals poliert und überprüft, bevor das oftmals komplizierte Einpassen beginnen kann. |
|
| Denn spätestens bei diesem Arbeitsschritt muss der Künstler genau darauf achten, dass alle Einzelteile so geschaffen und verbunden werden, damit beim späteren Ausspritzen der Kautschukform das Wachs gut fließen kann und auch jedes filigrane Einzelteil des Hohlraumes exakt erreicht. |
|
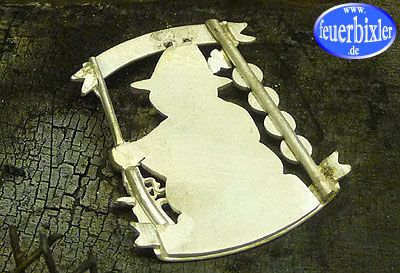
| Ist die Komposition fertig,
wird sie von vorne komplett mit Gips fixiert, damit die Lötarbeiten auf
der Rückseite durchgeführt werden können. Anschließend wird der Gips
restlos entfernt.
Da die Hutnadel später auch stabil sein muss, damit sie sich beim Anstecken an Jacke oder Hut nicht verbiegt, müssen hier insbesondere von hinten Verstrebungen aufgelötet werden. So hat der Feuerstutzen auch noch zusätzlich an der Rückseite eine Verstärkung durch Silberdraht erhalten. |
|
| Nach dem rückseitigen
Löten und Verstreben der Hutnadel-Komponenten wird diese in die Beize
gelegt, etwas geschliffen und die Lötstellen versäubert. Anschließend
wird die Hutnadel abgewaschen und nun erstrahlt sie in gleichmäßigem
Weiß.
|
|
| Nun wird auch wieder an der
Vorderseite der Hutnadel weiter gearbeitet. Das zuvor vorbereitete
Eichenlaub und die Eicheln mit dem Ästchen werden passgenau an den Hut
gelötet.
Für die linke Hand der Figur, die den Feuerstutzen umschließt, muss nun noch aus einer Silberplatte eine Art „Faustballen“ ausgesägt und reliefartig abgerundet werden. Dieser wird dann auf die Stelle auf der Vorderseite aufgelötet, wo die Figur den Feuerstutzen hält. |
|
| Für das spätere Einsetzen
der Broschennadel zum Anstecken an Hut oder Jacke müssen nun noch die
Halterungen dafür auf die Rückseite des Handmodells aufgelötet werden.
Diese müssen genau senkrecht untereinander sein, damit die Nadel später
auch gerade hängt.
Das Böckchen (1) mit dem Gelenk für die Broschennadel und der Haken (2) zum Einhängen der Nadelspitze. Schlussendlich wird der sogenannte Anguss (3) angelötet, der zuerst bei der Kautschukform die Öffnung ermöglicht und später das gleichmäßige Einspritzen des Wachses in die Kautschukform gewährleisten wird. Auch das zweiteilige Angussteil wird selbst hergestellt, denn so kann es für nahezu jede zu fertigende Hutnadel separat angepasst werden.
|
|
| Nach einem Bad in der
Beize und weiteren Versäuberungsarbeiten der Lötstellen, liegt das
Handmodell der Hutnadel samt Anguss fertig poliert und für die
Herstellung der Kautschukform aufbereitet vor.
Dieser Arbeitsschritt hat 5 Stunden gedauert. |
|
.
|
|
4 Herstellung der Kautschukform und der Wachsrohlinge |
|
|
4.1 Die Kautschukform wird vom Modell hergestellt |
| Nachdem das Handmodell
fertig ist, kann es in Kautschuk eingebettet werden. Dazu wird kein
flüssiger Kautschuk verwendet, sondern eine spezielle Kautschukmatte („Vulkanisiergummi“),
die dann unter Hitzeeinwirkung das Silber-Handmodell vollkommen umgibt.
Aus der Kautschukmatte werden sechs passend gleichgroße Teile ausgeschnitten. Dazu wird die Deckelplatte des metallenen Vulkanisierrahmens als Maß genommen. . |
|
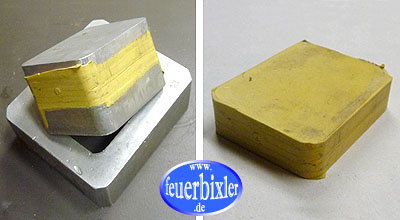
| Für die Herstellung der
Kautschukform wird ein schwerer Metallrahmen (Vulkanisierrahmen) sowie
eine dicke Bodenplatte und eine Deckelplatte benötigt.
Der Vulkanisierrahmen und die Platten müssen hierbei nach der passenden Größe analog zur Größe des Hutnadel-Handmodells ausgewählt werden.
|
|
| Die Bodenplatte wird in den
Vulkanisierrahmen eingelegt, darauf kommen zwei Schichten des Kautschuks.
Die dritte Schicht wird von der Unterseite mit vier Nieten (in jeder Ecke eine) versehen, die durch den Kautschuk hindurch gesteckt werden. Diese Nieten sind für die spätere Passgenauigkeit der zweiteiligen Kautschukform notwendig, damit diese für das Ausspritzen mit Wachs immer genau übereinander liegen. |
|
| Auf diese Schicht, aus der
die Nieten herausragen, wird das Handmodell eingelegt. Zuvor wird die
Schicht von oben mit Silikon-Trennspray versehen und mit Talkum-Puder
bestrichen, denn das hilft beim späteren mittigen Trennen des
vulkanisierten Kautschuks.
Der Anguss des Handmodells muss nun bündig bis an den Rand des Metallrahmens eingebettet sein, damit der entstehende Hohlraum einen Kanal zum Ausspritzen erhält. |
|
| Mit den restlichen drei
vorbereiteten Kautschukplatten wird das Handmodell abgedeckt und oben
drauf kommt die Deckelplatte. So haben wir nun den folgenden Aufbau im
Vulkanisierrahmen:
– Bodenplatte |
|
 |
Der Metallrahmen kommt nun für eine gute Stunde in die Vulkanisierpresse. Hierbei werden durch die untere und die obere Heizplatte wechselweise Temperaturen von 170°C erzeugt, die sich auf den Metallrahmen übertragen. Dabei schmelzen die Kautschukplatten gleichmäßig und betten das Handmodell vollkommen mit Kautschuk ein. Dieser Vorgang dauert – je nach Größe des Metallrahmens bzw. des zu vulkanisierenden Stückes – ungefähr eine gute Stunde. Danach muss das gesamte Stück abkühlen und kann dann erst aus der Presse entnommen werden. Nach der Entnahme aus dem Vulkanisierrahmen werden die ausgetretenen Reste des Kautschuks entfernt und die vulkanisierte Kautschukform entnommen.
|
| Nach dem Abkühlen kann die
Kautschukform geöffnet werden. Hierzu muss genau die Kautschuk-Schicht
gesucht werden, die zuvor mit Talkum-Puder und Silikonspray versehen
wurde.
Denn nur an genau dieser Stelle kann der Kautschuk vorsichtig getrennt werden, um das silberne Handmodell samt Anguss zu entnehmen.
|
|
| Hierbei muss seeeehr
vorsichtig vorgegangen werden, um die Kautschukform an keiner Stelle zu
verletzen. Denn sonst sind die filigranen Details des Handmodells, die ja
in diesem Arbeitsschritt in die Negativform des Kautschuks übertragen
wurden, irreparabel kaputt.
Unterstützt wird das Trennen der beiden Kautschukschichten mit einem scharfen Skalpell, wenn es an der einen oder anderen Stelle beim Auseinanderziehen etwas hakelt. |
|
| Mit einem metallenen
Werkzeug, welches über der Gasflamme glühend erhitzt wird, müssen
einige Verbesserungen an der Rückseite und am Anguss in der Kautschukform
vorgenommen werden.
Dies gewährleistet, dass später das Wachs beim Ausspritzen so fließt, dass alle notwendigen Teile auch in der gewünschten Materialstärke gegossen werden können.
|
|
| Nach allen
Schlussbearbeitungen wird die Kautschukform noch mit Waschbenzin
gereinigt, damit keinerlei Fettanhaftungen oder andere Verschmutzungen
vorhanden sind.
. Nun liegt die Kautschukform für das Ausspritzen mit Wachs fertig vor. Zwischen den beiden Hälften der Kautschukform ist in der Abbildung das Handmodell zu sehen, wobei hier der Anguss bereits entfernt wurde. |
|
|
|
Dieser Arbeitsschritt hat 2 Stunden gedauert, zuzüglich der Wartezeit von ca. 2 Stunden für die Vakuumisierung und das Abkühlen. |
.
|
|
4.2 Die Kautschukform wird mit Wachs ausgespritzt |
| Mit der fertigen
Kautschukform für die Hutnadel werden nun die Wachsrohlinge gespritzt.
Pro Hutnadel ist natürlich auch genau ein Wachsrohling zu spritzen.
Für das Ausspritzen wird ein sogenannter Wachs-Injektor benötigt. Im Wachskessel wird das Spritzwachs bei einer Temperatur von ca. 80°C flüssig gehalten, um es dann mit Hilfe des Druckluftkompressors in die Kautschukform zu spritzen. Dazu wird zuerst die Kautschukform mit Talkum-Puder bestäubt, die beiden Hälften passend aufeinander gelegt und mit zwei Deckelplatten des Vulkanisierrahmens fest zusammen gedrückt. |
|
|
|
So wird das „Paket“ an die Spritzdüse gehalten und fest
daran gedrückt.
|
| Die Einlassöffnung für das
Wachs ist ja durch den Anguss beim Handmodell bereits in der Kautschukform
geschaffen worden. Mit einem Fußschalter kann nun der Spritzvorgang ausgelöst werden. Nach wenigen Sekunden ist die Kautschukform mit Wachs gefüllt. Anschließend muss sich die Kautschukform abkühlen, damit das flüssige Wachs auch fest wird. Es darf aber nicht zu hart werden, sonst kann der Wachsrohling nicht mehr vollständig entnommen werden. |
|
| Nach der Abkühlungszeit
wird die Kautschukform vorsichtig geöffnet, um den Wachsrohling zu
entnehmen. Hier muss sehr umsichtig vorgegangen werden, um dem fragilen
Wachsrohling keinen Schaden zuzufügen.
Anschließend wird der Wachsrohling auf Vollständigkeit geprüft, ob das Wachs wirklich bis in jeden Winkel des Hohlraumes injiziert wurde. Dann wird der Wachsrohling gegen Licht (oder eine helle Lampe) gehalten, um zu sehen, ob irgendwo Luftblasen im Wachs eingeschlossen sind. Dies darf nicht sein, sonst kann dieses Exemplar nicht zum Silberguss verwendet werden. |
|
| Dieser Vorgang des
Wachsausspritzens muss sooft wiederholt werden, bis für jede zu
erstellende Hutnadel ein perfekter Wachsrohling vorliegt.
Dieser Arbeitsschritt hat 2 Stunden gedauert. |
|
.
|
|
5 Herstellung der Silberrohlinge beim Gießer |
|
|
5.1 Setzen der Wachsrohlinge für die Küvette |
|
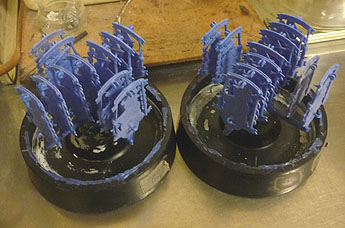
Um aus den Wachsrohlingen nun gegossene Silberhutnadeln zu fertigen, wird eine größere Anzahl von speziellen Maschinen benötigt. Dazu gibt es gut ausgestattete Dienstleister, sogenannte Gießereien für Edelmetalle, die diese Tätigkeiten professionell übernehmen. Also werden die Wachsrohlinge zum Dienstleister gebracht. Der Gießer fertigt aus den Wachsrohlingen sogenannte Wachsbäumchen. An der Anwachsstation werden die Wachsrohlinge an ihrem Anguss auf Wachsstäbe „gelötet“. |
 |
|
In Reih und Glied stehen die Wachsrohlinge auf dem Ast, so dass sie gerade nicht aneinander stoßen. Der Baum wird in einen speziellen Gummiteller gestellt. Seitlich werden noch weitere Äste mit Wachsrohlingen „angelötet“. |
 |
|
So werden alle vom Auftraggeber angelieferten Wachsrohlinge in Wachsbäume verbaut.
|
Die mit Wachsrohlingen
bestückten Gummiteller werden gesammelt, bis von allen angekündigten
Auftraggebern die wöchentliche Anlieferung parat steht. Erst dann
wird der notwendige Maschinenpark beim Dienstleister in Betrieb gesetzt.
Jeder Teller mit den Bäumchen wird ausgewogen, denn für das darauf verbaute Wachs und die Wachsrohlinge muss die exakte Menge von 925er Silber parat stehen, um dies für den späteren Gießvorgang einzuschmelzen.
|
.
|
|
5.2 Gips, Hitze und das Schleudergussverfahren |
|
Der weitere Vorgang beim Gießer-Dienstleister sieht folgendermaßen aus: Auf den Gummiteller wird ein genau passender Stahlring aufgesetzt, die sogenannte „Küvette“. Die Küvette wird anschließend mit feinporigem Gips ausgegossen. Dazu wird in der Keramik-Mischanlage die für den wöchentlichen Gießvorgang benötigte Gipsmenge mit Wasser angerührt. Die Gummiteller mit den darüber gestülpten Küvetten werden an den grünen Zapfhähnen unten am Vakuum-Gipsbehälter befüllt. |
 |
|
|
Anschließend muss der
Gips trocknen und aushärten. Der Gummiteller wird entfernt, die Küvette
(der Stahlring also) verbleibt um den Gips herum. Im Brennofen wird die
Küvette mit dem Gips mit der Öffnung nach unten erhitzt, dass das
gesamte Wachs des Wachsbaumes ausfließt.
|
|
|
Die Gipsform muss sich
abkühlen. Nun ist im getrockneten Gips ein verzweigter Hohlraum entstanden, der ein genaues Negativ des Baumes mit den
Wachsmodellen ist. Dieser Hohlraum wird nun im zentrifugalen Schleudergussverfahren mit der gewünschten Metalllegierung – in diesem Fall 925er-Silber – ausgegossen. Dazu wird bei jedem Gießvorgang das Gipsnegativmodell in einen der beiden Zylinder der Zentrifugalschleuder eingespannt. Die Schleuder wird in Bewegung gesetzt, der beweglich gelagerte Zylinder durch die Rotation in die Waagerechte geschwenkt und das heiße, flüssige Silber wird hinzugeführt. Nach 2-3 Minuten ist der Gießvorgang beendet und das Silber ist in alle filigranen Details des Hohlraumes vorgedrungen. |
|
Nach ausreichender Abkühlung lässt sich der Gips
aus der Küvette entfernen, er wird dabei zerstört. Der fertige
Silberguss wird mit einem harten Wasserstrahl von den letzten Gipsresten
befreit. Jetzt ist der eigentliche Gießvorgang beendet und die Silberrohlinge können nach der gesamten Bearbeitungszeit von 2-4 Tagen beim Dienstleister wieder abgeholt werden. Beim Dienstleister muss also für das Gießen der Hutnadeln nicht für das „Gramm Silbermaterial“ bezahlt werden, sondern das „gegossene Gramm Silber“. Und wenn man die Arbeitszeit, das Handwerkliche, den Maschineneinsatz und den Energieverbrauch sieht, dann ist es auch verständlich, dass das „gegossene Gramm“ ein vielfaches vom Silbermaterial kostet.
|
 |
.
|
|
5.3 Die Silberrohlinge |
| Was beim Gießer dann das „Endprodukt“ zur anschließenden Weiterbearbeitung ist, das sind die Silberrohlinge. Diese sind natürlich nach dem Entfernen des Gipses noch genauso am Silberbäumchen, wie zuvor das Wachsbäumchen aussah. Ein exaktes Ebenbild! |
 |
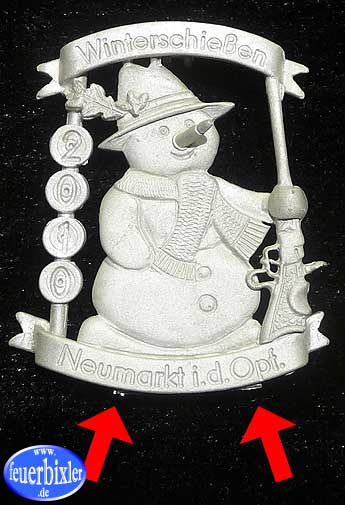
| Direkt aus der
Zentrifugalschleuder und nach dem Abspritzen ist das Silberbäumchen noch
bleigrau. Deswegen wird es zuerst in einen großen Behälter mit Beize
(die Mischung aus Schwefelsäure und Wasser) gelegt,
damit es weiß wird.
Die einzelnen Silberrohlinge werden vorsichtig mit einem Seitenschneider vom Silberbäumchen abgeknipst. Dabei bleibt ein Rest der Angusskanäle unten am Silberrohling zurück. Auf der Abbildung zeigen die roten Pfeile auf den Rest des Angusses. Dieser wird in einem späteren Arbeitsgang vorsichtig mit der Feile, einer Säge und mit einem elektrischen Schleifwerkzeug entfernt. Wenn die Silberrohlinge nach den Arbeitstagen beim Gießer abgeholt werden, erhält man also eine „Packung“ mit Silberrohlingen, die dann auf die Weiterbearbeitung warten. Die Arbeitsgänge beim Gießer sind normaler weise mit 2-4 Werktagen zu veranschlagen. |
 |
.
|
|
6 Nachbearbeitung und Schlussarbeitsschritte |
|
|
6.1 Angusskanäle entfernen und Broschennadel setzen |
| Die nun folgenden Arbeitsschritte müssen für jedes einzelne Exemplar separat durchgeführt werden. Also bei 20 bestellten Hutnadeln sind alle folgenden Arbeitsschritte 20 Mal durchzuführen. |
 |
| Zuerst wird der Rest des Angusskanals mit einem elektrischen Werkzeug weggefräst. Anschließend werden die Feinarbeiten mit einer Vierkantfeile erledigt. Zum Schluss wird die Feile mit einem sehr feinen Schleifpapier umwickelt, um die Rundung ganz exakt zu versäubern. |
| Im nächsten
Arbeitsschritt wird das „Böckchen“ für die Nadelhalterung mit einem
ganz feinen Bohrer fein säuberlich nachgebohrt, damit das Nadelsystem
später eingepasst werden kann.
. Nun ist der erste Arbeitsgang an der Schleif- und Poliermaschine an der Reihe, das sogenannte „Kratzen“. Hierbei wird der komplette Silberrohling von allen Seiten und in allen Ritzen und Eckchen mit einer schnell rotierenden Messingrundbürste vom weißen Sud-Film der Beize befreit, damit die Oberfläche einheitlich glänzend erscheint. |
 |
 |
 |
Die Hutnadel ist nun
komplett „gekratzt“ und die ganze zu bearbeitende Hutnadelserie wartet
auf das Setzen der Broschennadel.
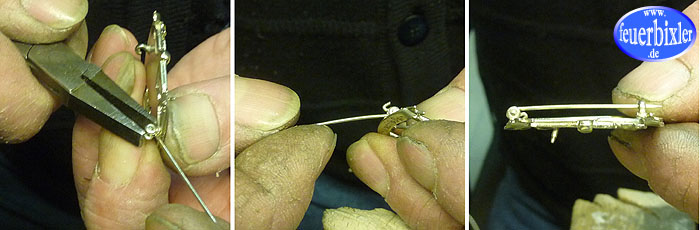
Zurück am Arbeitsplatz wird das „Böckchen“ für die Nadelhalterung mit einer Zange aufgebogen, um die vorgefertigte Broschennadel einzupassen. Die Broschennadel wird in die Bohrungen des Böckchens eingehängt und überprüft. |
 |
| Ist die Broschennadel eingehängt, wird das Böckchen mit der Zange zusammen gebogen – gerade soweit, dass die Broschennadel im Gelenk frei läuft aber auch nicht herausfallen kann. Das Böckchen wird gerade gerichtet, damit die Nadelspitze genau in den Häkchen-Bogen zum Einhängen fluchtet. Dann wird ein Teil des überstehenden Endes der Broschennadel am Böckchen abgeknipst. |
 |
| Abschließend muss die Broschennadel noch justiert werden, so dass sie federnd im Böckchen sitzt und die Nadelspitze unter dem Einhängbogen sauber sitzt. |
 |
| Übrigens: Gibt es die Broschennadel nicht vorgefertigt in der genau passenden Länge für den Abstand zwischen Böckchen und Einhängebogen, muss die Broschennadel händisch mit einem Seitenschneider gekürzt werden und anschließend mit Feile und Schleifpapier wieder angespitzt werden. |  |
Dieser Arbeitsschritt „Anguss entfernen, mit Messingbürste kratzen und Broschennadel setzen“ dauert pro Hutnadel ca. 10 Minuten. Für 20 Hutnadeln also ca. 3 Stunden. |
.
|
|
6.2 Oberflächenbearbeitung, Schleifen und Polieren |
| Im nächsten Arbeitsschritt
werden die Flächen der Hutnadel mit einer runden Vlies-Bürste
dahingehend bearbeitet, dass die Oberfläche an diesen Stellen besonders
glatt ist.
Dies muss sehr vorsichtig geschehen, damit nichts vom Silbermaterial abgetragen wird. Denn sonst würden die Vertiefungen der Buchstabengravuren nicht mehr tief genug sein. |
|
| Im nächsten Arbeitsschritt
wird die Hutnadel mit einer Rundbürste an der Schleif- und Poliermaschine
von allen Seiten und in allen Ritzen und Eckchen geschliffen.
Anschließend wird jede Hutnadel kurz in das Ultraschall-Bad gehängt, damit sich die Reste der verwendeten Schleifpaste lösen. |
|
 |
 |
Dieser Arbeitsschritt der Oberflächenbearbeitung dauert pro Hutnadel ca. 5 Minuten. Für 20 Hutnadeln also ca. 2 Stunden. |
.
|
|
6.3 Oxydieren und Nachpolieren |
| Da die Hutnadel ja ein „antikes
Aussehen mit Patina“ haben soll, also dass die tiefer liegenden Stellen
geschwärzt sind, ist ein weiterer aufwändiger Arbeitsschritt notwendig.
Dazu wird die Hutnadel auf eine Pinzette gesteckt und mit der Lötlampe kurz erwärmt. Anschließend wird mit einem Pinsel sogenanntes Pariser Oxyd aufgetragen, so dass die gesamte Hutnadel geschwärzt (oxydiert) ist. Dieses Pariser Oxyd „färbt“ die Oberfläche des Silbers durch einen chemischen Prozess schwärzlich, es ist eine Art des Brünierens. |
 |
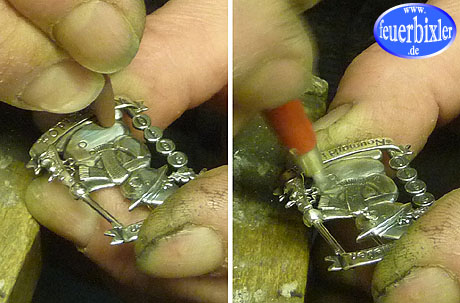
| Um nun die Hutnadel wieder auf „glänzend“ zu trimmen, muss sie erneut an der Poliermaschine bearbeitet werden. Hierzu ist nun eine sogenannte Schwabbelscheibe und die blaue Polierpaste im Einsatz. Es werden alle erhabenen Stellen der Hutnadel sowie die Kanten auf Hochglanz poliert, nur die tiefer liegenden Stellen behalten die Schwärze des Pariser Oxyd. |
 |
| Da sich nun in den geschwärzten Ecken und Kanten nicht nur die schwarze Färbung des Pariser Oxyd befindet, sondern auch die schwarzen Reste der Polierpaste, ist erneut ein Bad im Ultraschall notwendig. Hier werden aus den Ecken und Ritzen alle Schmutz- und Polierpartikel ausgeschwemmt. |
 |
|
|
Nun wäre die Hutnadel nach dem Trocknen „fast fertig“ und auslieferungsbereit. Natürlich findet auch nach diesem Arbeitsgang bei jeder einzelnen Hutnadel eine Qualitätskontrolle statt. Es wird geprüft, ob nicht irgendwo ein unschöner Kratzer ist, der ggf. herauspoliert werden muss oder ob die Broschennadel nach wie vor stramm sitzt. Aber es folgen noch einige weitere Arbeitsschritte! Übrigens: Gelegentlich sieht man silberne Hutnadeln, die ein einheitliches Grau haben und kaum glänzende Stellen aufweisen. Dies lässt darauf schließen, dass der gesamte Schleif- und Poliervorgang in einem Arbeitsschritt in einer Poliertrommel durchgeführt wurde. Das heißt, dass die mit Schwefelleber oxydierten Hutnadeln nur mit dem Poliergranulat in einem Tumbler gegeben wurden. Der oben beschriebene Vorgang des Oxydierens mit Pariser Oxyd wurde ganz weggelassen, wie auch das Aufpolieren der erhabenen Stellen. |
| Um diesen
Arbeitsschritt für diese spezielle Hutnadel abzurunden, werden die
Stellen an der Hutnadel, die den weißen Schnee darstellen sollen, mit
Spezialwerkzeugen mattiert. . |
|
Dazu werden zuerst mit einem Radierstift (eine Art „körniger Radiergummi“) alle einschlägigen Stellen an der Oberfläche bearbeitet. Anschließend werden die gleichen Stellen noch mit einem Glasfaserstift nachbearbeitet. Dadurch wird die Oberfläche matt, dass sie nicht mehr spiegelt. So erscheinen diese Stellen dauerhaft „besonders weiß“. . |
|
|
|
. |
.
|
|
6.4 Teilvergolden der ersten Plätze |
| Oftmals sind für die ersten Plätze der Wertung teilvergoldete Hutnadeln gewünscht. Dies ist ein weiterer, sehr zeitaufwändiger Arbeitsgang. Denn das Gold kommt nicht von Zauberhand auf die Hutnadel... und dieser Arbeitsschritt muss einzeln für jede teilvergoldete Hutnadel durchgeführt werden. |
| Die Teilvergoldung wird mit einer sogenannten Stiftvergoldung durchgeführt. Dazu müssen zuerst (nahezu) alle Stellen des Motivs mit einem Abdecklack bestrichen werden, die nicht vergoldet werden sollen. Mit einem dünnen Pinsel und mit ruhiger Hand werden partiell die „Grenzen“ zu den zu vergoldenden Partien abgedeckt. Bei diesem Motiv sollen die Schriftbänder (oben und unten), das Hutband, das Eichenlaub am Hut, die Nase (aber nicht die Spitze) und der Schal vergoldet werden. Also wurden diese Stellen nicht abgedeckt. |
 |
| Für die Stiftvergoldung
benötigt man eine Rhodinette. Dies ist ein spezielles
Faserstift-Galvanisiergerät, welches im Elektrolytverfahren
(Kathode-Anode-Prinzip) aus einer hochgiftigen
Elektrolyt-Vergoldungsflüssigkeit (Rhodinette Feingoldbad mit 2
Gramm Gold auf 100ml) das Gold auf das Silberobjekt per Stift
überträgt. Um den elektrischen Kreis zu schließen, wird die an die Rhodinette angeschlossene Kabelklammer (Kathode) an der Silbernadel angeclipst. Der Faserstift (Anode) ist ebenfalls mit der Rhodinette verkabelt. Nachdem der Faserstift mehrfach immer wieder in das Näpfchen mit der Vergoldungsflüssigkeit getaucht wird, kann Stück für Stück das Gold auf elektrolytischem Wege auf die fettfreie und saubere Oberfläche dekorativ aufgetragen werden. |
 |
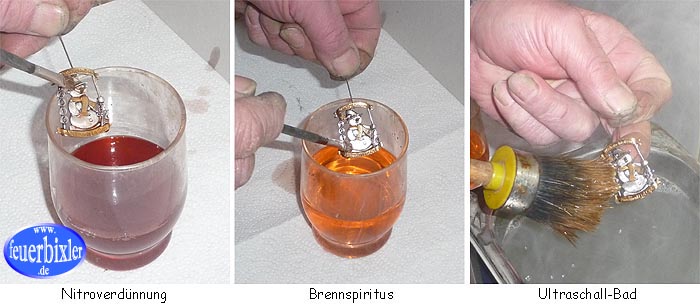
| Nach dem Vergolden muss der Abdecklack wieder entfernt werden. Dazu wird die Hutnadel immer wieder in einen Becher mit Nitroverdünnung getaucht und dabei mit einem weichen Pinsel sauber gebürstelt. Anschließend muss die gleiche Prozedur in einem Brennspiritus-Bad durchgeführt werden. Sind alle Lackreste entfernt, wird die Schlussreinigung mit einem großen, weichen Pinsel im Ultraschall-Bad beendet. |
 |
|
|
Nun sind die gewünschten Partien auf der silbernen Hutnadel dekorativ vergoldet. Damit abschließend noch die vertieften Buchstaben in den Schriftbändern in Schwarz erscheinen, müssen diese mit einem Wachsstift nachgearbeitet werden. Dazu wird die Hutnadel ganz kurz über die Lötlampe gehalten, dass sie sich ganz leicht erwärmt. Starke Hitze darf sie nun nach der Vergoldung sowieso nicht mehr erfahren. Dann wird mit dem speziellen Wachsstift die Schwärzung in die Vertiefungen geschmiert und anschließend alles überschüssige Schwarz wieder ordentlich weggewischt. |
 |
| Zum Schluss wird die Spitze der „Patronen-Nase“ noch mit einem kleinen Tupfer vom Pariser Oxyd geschwärzt, damit sie wie ein Bleigeschoss aussieht. Das wurde auch bei allen 16 anderen nicht-teilvergoldeten Hutnadeln so gemacht. Anschließend werden die (in diesem Fall) vier teilvergoldeten Hutnadeln noch mit der Spraydose zaponiert. Dies bedeutet, dass sie mit einer dünnen Lackschicht versehen werden, welche einerseits die Teilvergoldung schützt und andererseits das Anlaufen des Silbers verhindern soll. Denn wenn man angelaufene Hutnadeln mit Teilvergoldung mit einem Silberputztuch reinigen würde, dann wäre schon bei leichtem Reiben die Vergoldung beschädigt. |
 |
 |
|
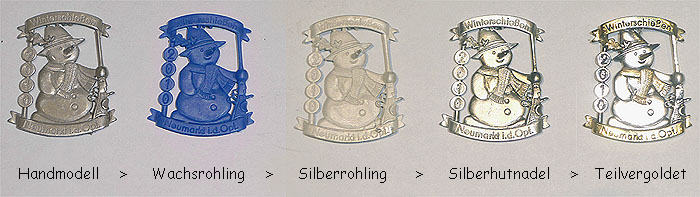
Hier sei nochmals kurz der Werdegang in den einzelnen Etappen gezeigt, wie das kleine Kunstwerk Schritt für Schritt entstanden ist.
Dieser Arbeitsschritt „Teilvergolden“
dauert pro Hutnadel ca. 30 Minuten. |
.
|
|
6.5 Punzieren und abschließende Qualitätskontrolle |
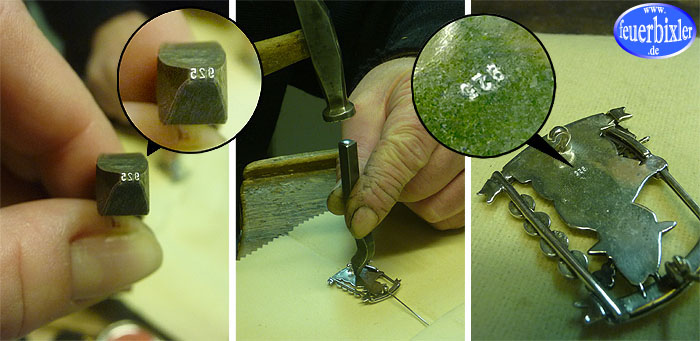
| Der letzte Arbeitsgang der Serienfertigung der Hutnadeln ist das Punzieren mit dem Feingehaltsstempel „925“ für das verwendete Silber. Dabei wird auch gleich die abschließende Qualitätskontrolle durchgeführt, ob auch wirklich alles passt. Dabei wird auch noch ggf. mit dem Silberputztuch händisch nachpoliert, damit alles für die Auslieferung glänzt. |
 |
 |
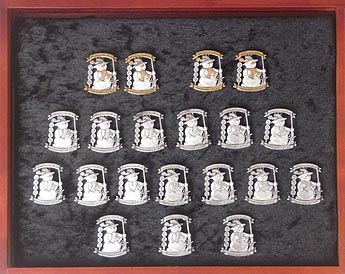
Nun sind alle 20
bestellten Exemplare dieser Hutnadel fertig! Vier teilvergoldete und der
Rest in purem 925er Silber.
Der letzte Akt zur Auslieferung ist das Aufstecken in Reih und Glied auf ein Samtkissen, damit sich diese Prachtexemplare auch im Gabentempel des Veranstalters gut machen. Denn der liebste Preis des Traditionsschützen ist doch immer noch eine silberne Hutnadel, die eine bleibende Erinnerung ist und auch eine Auszeichnung für gute Schießleistungen. |
 |
Dieser
Arbeitsschritt „Punzieren, Qualitätskontrolle und Aufstecken“
dauert ca. 1 Stunde. |
 |
|
| Wer bislang glaubte, dass das Herstellen von Hutnadeln im Handumdrehen geht, ist nun hoffentlich besser informiert. Zu allen hier angegebenen Arbeitszeiten kommen noch Maschinenrüstzeiten und Fahrzeiten (z.B. zum Gießer) hinzu. Denn neben der künstlerischen Schöpfung des Motivs ist jede einzelne Hutnadel schlussendlich ein kunsthandwerkliches Meisterstück! Und das hat seinen Preis... | |||
.
| Die „Hutnadel-Dokumentation“ steht auch in
einer ausdruckfreundlichen PDF-Version zur Verfügung! Größe der PDF-Datei = 7 MegaByte. |
.
|
|
© Brigitte G. Hölscher – feuerbixler.de / März 2010
|
|
.